軋機(jī)輥縫自動(dòng)控制的設(shè)計(jì)與應(yīng)用

軋機(jī)的輥縫控制是鋼板厚度性能控制的關(guān)鍵程序之一,在一級過程自動(dòng)控制中,軋機(jī)輥縫的控制涉及到的主要設(shè)備主要有液壓缸,軋機(jī)機(jī)架,工作輥支撐輥的安裝、各類壓力、位置傳感器等。主要包括軋機(jī)輥縫的清零、軋制中心線的確定、電動(dòng)壓下和液壓壓下的位置控制等幾個(gè)方面。下面做一些簡單的介紹。
軋機(jī)的輥縫調(diào)節(jié)主要通過操作側(cè)和傳動(dòng)側(cè)的兩根壓下螺絲來調(diào)整。軋機(jī)輥縫位置的控制主要有兩種方式:一種是電動(dòng)壓下EPC位置控制,另一種是液壓輥縫控制HGC。這兩種方式在輥縫自動(dòng)控制中同時(shí)存在,相輔相成,電動(dòng)壓下走的行程較遠(yuǎn),可以作為輥縫的粗調(diào)或初始設(shè)置行走時(shí)使用;液壓輥縫的移動(dòng)距離主要受到液壓缸大小的限制,一般只有50mm行程,適用于最終輥縫設(shè)定時(shí)的精細(xì)調(diào)整。
1.電動(dòng)壓下的位置控制EPC
壓下螺絲用來進(jìn)行位置的控制,該控制疊加在變速控制上。位置控制為速度控制器提供速度設(shè)置點(diǎn)。 速度變化是傳動(dòng)控制的一部分,主要的傳動(dòng)裝置有制動(dòng)器和電磁耦合器。位置控制使用線形或旋轉(zhuǎn)編碼器來測量壓下螺絲的實(shí)際位置。
液壓和電氣傳動(dòng)系統(tǒng)分別設(shè)定了兩個(gè)不同的分工,通過電動(dòng)壓下裝置調(diào)節(jié)較大的位置變化,通過液壓壓下裝置進(jìn)行精調(diào)和荷載狀況下的調(diào)節(jié)。
電動(dòng)壓下和液壓壓下的控制分工如下圖1所示,電動(dòng)壓下的位置偏差會(huì)通過液壓定位控制予以補(bǔ)償。
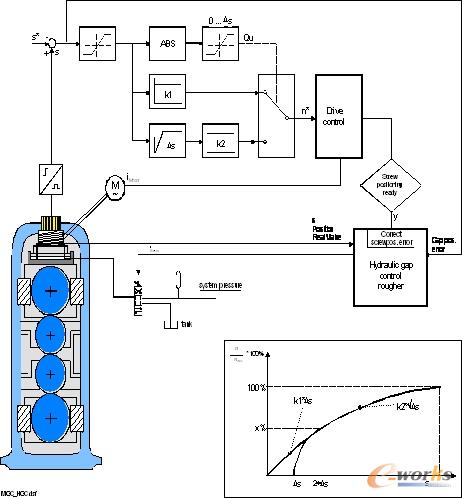

圖1 壓下螺絲位置控制的塊狀圖(液壓和電動(dòng))
2.液壓輥縫控制HGC
水平機(jī)架液壓輥縫控制分別由操作側(cè)和傳動(dòng)側(cè)的兩個(gè)液壓缸進(jìn)行控制,每個(gè)液壓缸由兩個(gè)并行連接的伺服閥操作,由控制系統(tǒng)來選擇哪一個(gè)為主伺服閥。
對于一般的厚度控制,一個(gè)伺服閥可以完成所要求的控制任務(wù)。第二個(gè)伺服閥主要用于咬鋼或長距離移動(dòng)如換輥時(shí)使用。
每個(gè)液壓缸配有獨(dú)立的位置控制和壓力控制。軋制時(shí)位置控制是常用的操作模式,而在軋機(jī)壓靠進(jìn)程時(shí)自動(dòng)選擇軋制力控制。
輥縫的實(shí)際位置由位置傳感器反饋。位置傳感器安裝在液壓缸的相對應(yīng)兩側(cè)。使用此辦法能夠測量中心位置(2個(gè)位置值的平均值)和避免由于缸體傾斜引起的測量誤差。如果一個(gè)位置傳感器出現(xiàn)故障,位置控制系統(tǒng)也會(huì)正常的工作。
壓力傳感器用來測量實(shí)際的軋制力。通過壓力傳感器測量的活塞面積和實(shí)際活塞壓力計(jì)算壓力實(shí)際值,另外,計(jì)算時(shí)還要考慮到平衡點(diǎn)的設(shè)定。
實(shí)現(xiàn)伺服閥的特性功能和油位高度補(bǔ)償功能,系統(tǒng)提供了以下幾種監(jiān)測功能:⑴ 缸體/ 階梯墊傾斜監(jiān)測;⑵總的軋制力和傳動(dòng)側(cè)和操作側(cè)軋制力的偏差(DS-OS)監(jiān)測;⑶缸體行程監(jiān)測;⑷傳動(dòng)側(cè)和操作側(cè)的同步性;⑸位置編碼器和軋制力傳感器;⑹伺服閥老化等。
液壓輥縫控制塊形圖如圖2所示:
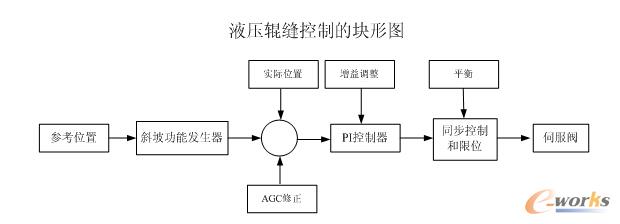
圖2 液壓輥縫控制的塊形圖
3.軋制線的設(shè)定
輥縫控制的準(zhǔn)確性與否,還要基于軋機(jī)機(jī)架的整體的平衡和穩(wěn)定性,需要設(shè)定一個(gè)正確的軋制線。該軋制線通過在軋機(jī)機(jī)架底部的HGC缸調(diào)節(jié),取決于下述參數(shù):
(1) 工作輥直徑(固定參數(shù),每次換輥后操作工的更新參數(shù))
(2) 插入軋輥軸承座下的階梯墊板厚度(固定參數(shù),每次換輥后操作工的更新參數(shù))
(3) 軋制壓下量(可變的)
(4) 上支撐輥平衡
(5) 在軋制期間,上支撐輥平衡系統(tǒng)在軋制力設(shè)定值恒定的控制下運(yùn)行。
(6) 實(shí)際軋制力值是根據(jù)壓力傳感器通過活塞壓力和活塞面積計(jì)算出的。
4.軋機(jī)輥縫的零點(diǎn)標(biāo)定
軋機(jī)輥縫的零點(diǎn)標(biāo)定也稱為軋輥壓靠,主要是用于確定實(shí)際輥縫和對輥縫進(jìn)行校準(zhǔn)。每次換輥后要進(jìn)行軋輥的壓靠,由操作工在HMI上進(jìn)行相應(yīng)的操作。
自動(dòng)壓靠是軋機(jī)輥縫的零點(diǎn)校準(zhǔn)過程,在軋輥壓靠過程中,HGC工作在軋制力控制模式進(jìn)行軋機(jī)輥縫的校準(zhǔn),通過液壓缸和壓下螺絲的運(yùn)動(dòng)進(jìn)行軋機(jī)輥縫的閉合。這時(shí)輥縫設(shè)為在給定軋制力情況下的一個(gè)給定值,同時(shí)將標(biāo)定后的軋機(jī)輥縫值(因?yàn)闄C(jī)械原因,不是一個(gè)絕對的零值)和相應(yīng)的軋制壓力、機(jī)架平衡參數(shù)、支撐輥的偏心值、主傳動(dòng)的速度曲線、冷卻系統(tǒng)的相關(guān)值等都記錄下來并傳送到過程計(jì)算機(jī)中,作為軋機(jī)機(jī)架的基準(zhǔn)狀態(tài),在以后的軋制輥縫控制中,以這個(gè)零點(diǎn)為基準(zhǔn),精確進(jìn)行軋制輥縫的控制,以達(dá)到滿意的厚度控制。
5.小結(jié)
軋機(jī)的輥縫控制是自動(dòng)控制中重要的功能之一,軋機(jī)輥縫的精準(zhǔn)控制,對鋼板的質(zhì)量以及成材率起到十分重要的作用。

評論